Un atelier de soudure offrant dedeux techniques de soudage
Bestoplast dispose d’un atelier de soudure permettant de confectionner les raccordements des pièces spéciales en PEHD qui ne peuvent pas être obtenues directement par injection en une seule pièce. Deux techniques de soudage sont mises à disposition de nos clients pour assurer la fiabilité et la sécurité des réseaux, le soudage bout à bout et l’électrosoudage par manchons électro-soudables.
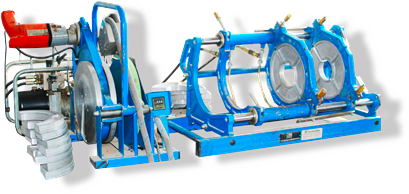
Le soudage bout à bout
Le soudage bout à bout est une technique d’assemblage des thermoplastiques par la fusion des extrémités de deux éléments tubulaires au moyen d’une plaque chauffante. L’assemblage est réalisé en effectuant les opérations suivantes :
Le soudage bout a bout requiert deux conditions :
Les tubes doivent avoir le même diamètre & la même épaisseur
La machine de soudage bout à bout doit être conforme à la norme
ISO 12176-1
| Gamme des machines | |
|---|---|
| Type de machine | Diamètres soudés |
| Machine DN 250 | ∅ 250 au ∅ 90 |
| Machine DN 315 | ∅ 315 au ∅ 125 |
| Machine DN 500 | ∅ 500 au ∅ 250 |
| Machine DN 630 | ∅ 630 au ∅ 315 |
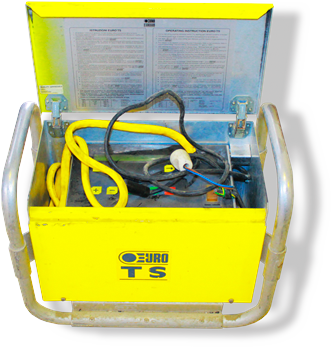
L’électro soudage
Le raccord en PE est muni d’un bobinage électrique intégré lors de la fabrication. La tension est appliquée aux bornes du raccord, la dissipation, par effet Joule, de la puissance électrique provoque une fusion de surfaces de deux pièces à assembler. Un mélange intime entre les PEHD de deux tubes et du raccord assure la cohésion et l’étanchéité parfaite entre le raccord et le tube.
| Norme de référence | Gammes des diamètres soudés (mm) | Température d’utilisation (°C) |
|---|---|---|
| ISO 12176-2 | du 20 au 630 | -10 à +45 |